
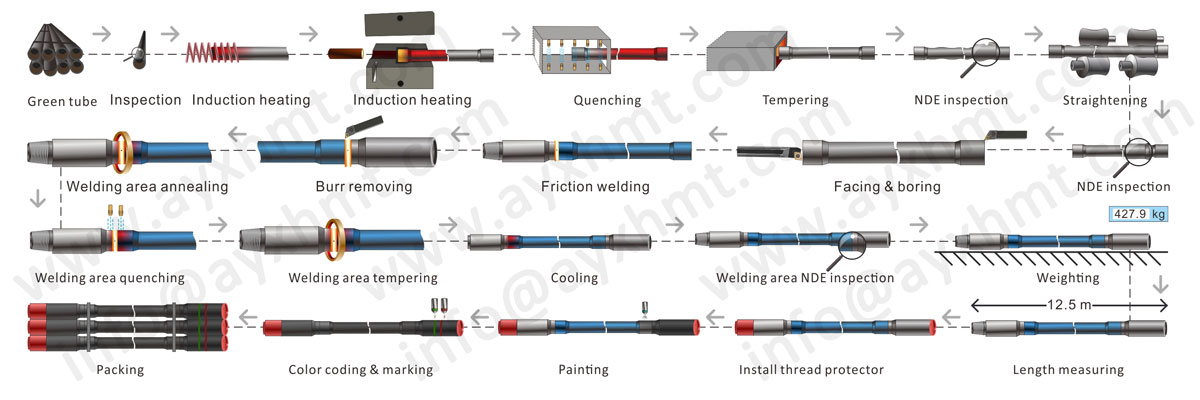
Die API 5DP-Bohrrohrproduktionslinie besteht aus einem Induktionsheizofen, einer automatischen Zuführ- und Entladevorrichtung, einer hydraulischen Stauchpresse, einer Driftdornprüfmaschine, einer Bohrrohrwärmebehandlungslinie, einer hydraulischen Richtmaschine, einer Öllanddrehmaschine, einem Reibschweißgerät und einer Schweißbereichswärmebehandlung Linien-, Lackiermaschine, Längen- und Gewichtsmessmaschine sowie Farbcodierungs- und Markierungsmaschine usw.
I. Produktpalette
Bohrrohrdurchmesserbereich: von 60,3 mm bis 168,3 mm (von  ” zu
” zu  ”)
”)
Stahlsorte: E75, X95, G105 und S135
Aufregende Formulare: EU, IU und IEU.
II. Produktivität
0,5 Stück / min, 2 Schichten / Tag, 260 Arbeitstage / Jahr.
Produktivität pro Jahr 0,5 × 60 × 2 × 8 × 260 = 124800 Stk
III. Beschreibung der wichtigsten Ausrüstung
1. Hydraulische Stauchpresse

Die für diese Produktion gewählte hydraulische Stauchpresse hat genug Kapazität, um den minimalen und maximalen Rohrkörper zu stören ” zu ” (von 60,3 mm bis 168,3 mm).
Es werden 2 Sätze hydraulischer Stauchpressen gleichzeitig platziert, ein Satz hydraulischer Stauchpresse wird verwendet, um das Stauchen an einem Ende des Rohrkörpers zu beenden, ein anderer Satz hydraulischer Stauchpresse wird verwendet, um ein anderes Ende des Rohrkörpers zu stören, was die Produktivität und Effizienz erheblich erhöht.
Die gesamten Stauchprozesse, einschließlich Rohrbeladung, Rohrförderung, Zuführung, Induktionserwärmung, Düsenklemmung, Stauchen, Düsenkühlung und Düsenschmierung, erfolgen vollautomatisch.
2. Driftdornprüfmaschine
Nach dem Stauchen sollte der Driftdorn-Test gemäß dem API 5DP-Standard durchgeführt werden.
Diese Driftdornprüfmaschine ist eine spezielle Ausrüstung für die Qualitätsprüfung des Ölrohrdurchmessers. Es wird ein Standarddurchmesser verwendet, um die Zylinderförmigkeit und Geradheit des Rohrkörpers nach dem Stauchen zu testen.
3. Öllanddrehmaschine
Unser Unternehmen kann Economy-Flachbett-CNC-Öl-Landdrehmaschinen, CNC-Öl-Landdrehmaschinen mit mäßigem Schrägbett und Hochleistungs-CNC-Öl-Landdrehmaschinen liefern.
Die Economy-Flachbett-CNC-Öl-Landdrehmaschine ist mit doppelten pneumatischen Spannfuttern, einem elektrischen Revolver V4, einem CNC-System SINUMERIK808D oder Fanuc 0i-TF ausgestattet.
Schrägbett-CNC-Öl-Landdrehmaschine ist mit Doppelhydraulikspannfuttern, H8-Hydraulikturm und Fanuc 0i-TF-CNC-System ausgestattet.
Alle 2 Arten von Öllanddrehmaschinen können zum Planen und Bohren des Rohrkörpers nach dem Stauchen verwendet werden.
4. Hydraulisches Reibschweißgerät
Das hydraulische Reibschweißgerät kann eine automatische Rohrkörperzufuhr, Reibschweißen, Entfernen von Schweißperlen innerhalb und außerhalb sowie Bohrrohrentladung nach dem Schweißen realisieren. Die Entfernung der inneren Schweißraupen erfolgt durch einen inneren Stempel, die Entfernung der äußeren Schweißperlen erfolgt durch ein Schneidwerkzeug. Die Geräteaktionen sind konsistent, genau und der Schweißteil des Werkstücks wird bei voller Kontaktfläche geschweißt. Die axiale und radiale Ausrichtung ist genau.
Die erste und zweite Reibungs- und Stauchklasse werden durch die Zeit gesteuert, und die Zeitparameter können über die SPS und den Touchscreen voreingestellt oder geändert werden. Dies ist praktisch, um den Standard zu ändern und das automatische Schweißen beim Schweißen vieler Arten von Werkstücken zu realisieren.
Während des Schweißvorgangs können Spindeldrehzahl, Axialdruck, Gleitverschiebung, Spindelmotorstromkurve, Daten und Schalterstatus in Echtzeit angezeigt werden.
5. Schweißbehandlungsleitung

Ein Zwischenfrequenz-Induktionsofen wird verwendet, um den Schweißbereich des Bohrrohrs auf Glühtemperatur zu erwärmen, um die Schweißspannung zu beseitigen. Danach wird der Schweißbereich auf Abschrecktemperatur erwärmt, dann wird Wasser zum Abkühlen auf den Schweißbereich gesprüht. Zuletzt wird der Schweißbereich auf Anlasstemperatur erwärmt und einige Zeit bei dieser Temperatur gehalten.
Die Induktionsspulen verfügen über Funktionen zur Positionseinstellung (oben und unten, links und rechts, vorne und hinten), um eine genaue Heizposition sicherzustellen.
Während des Heizvorgangs wird das Bohrrohr auf dem Rohrförderer gedreht, um eine gleichmäßige Temperatur zu gewährleisten.
KONTAKTIERE UNS
Unser Support Team antwortet normalerweise während 24 Stunden.



















